Boiler No. 2 Upgrades

Boiler Number 2 Installation for Natural Soda in Rifle, Colorado.
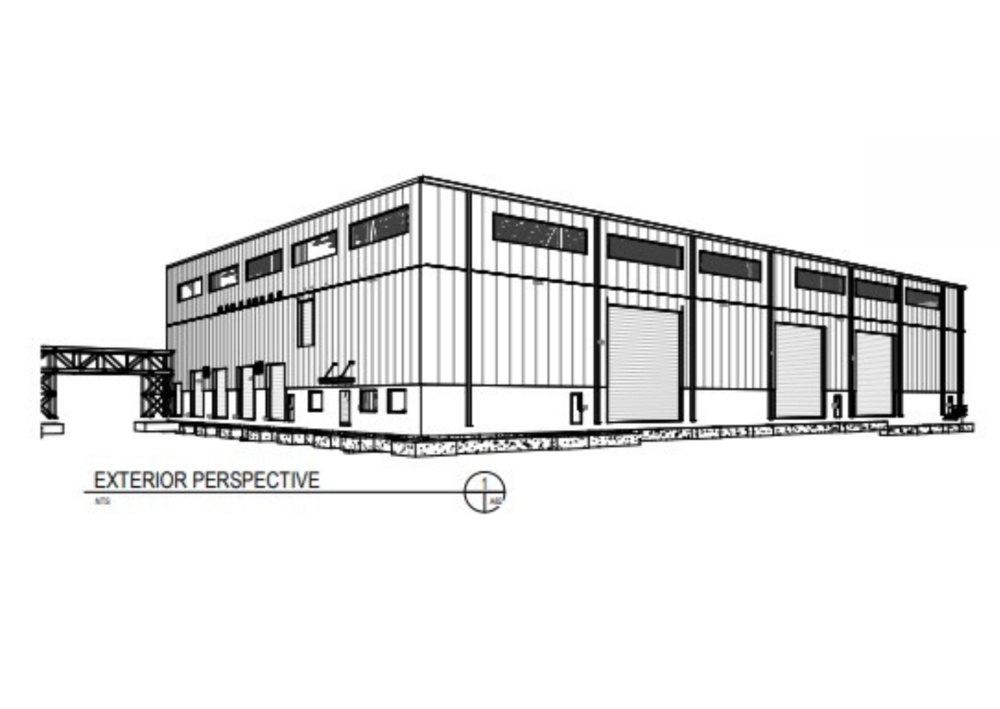
Natural Soda was in need of equipment and building foundation designs for a new building using the existing building foundations and interconnect all the existing and new equipment in a very space constrained location while keeping the plant fully operational.
How We Did It
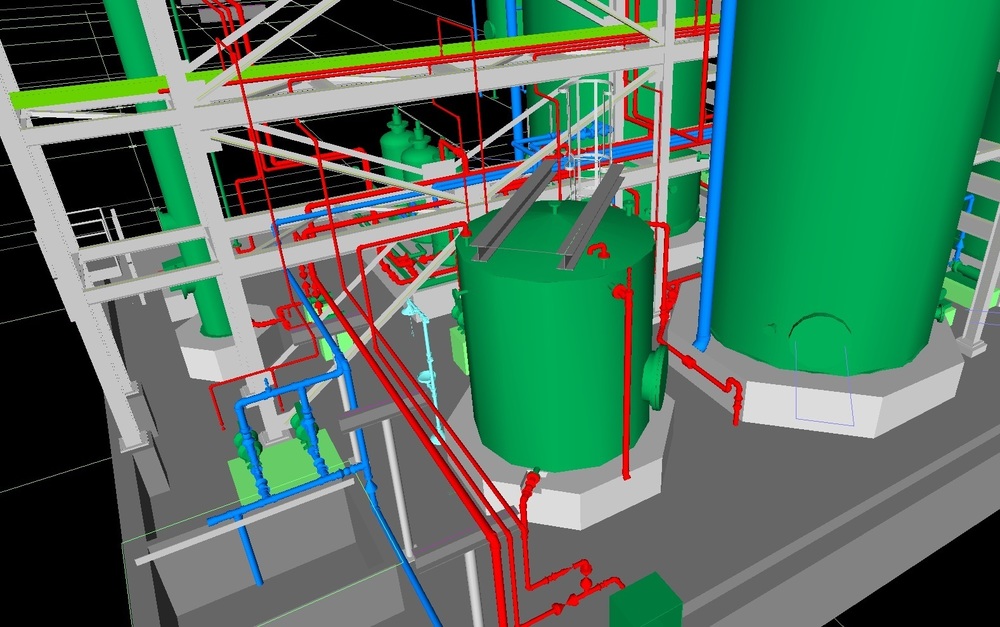
Careful coordination with the owner, suppliers, and three-dimensional modeling of the boiler facility helped identify issues early to allow adjustments without affecting delivery schedules of the equipment. Existing process piping systems were required to be relocated in stages to make room for the new equipment and building foundations.
Harris Group worked closely with mill engineering, operations and maintenance to prepare equipment specifications and facilitate ordering of long lead equipment.
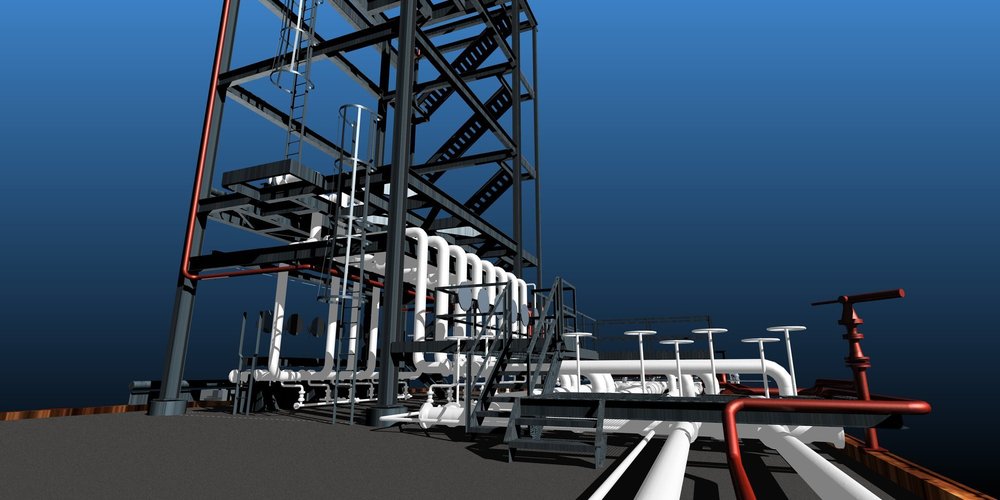
Harris Group’s extensive and varied structural engineering experience allowed us to work towards solutions which integrated the structural details with the pipe requirements that required the phased installation of the building foundations.
Our structural team provided foundation detail design, steel design and detailing, pipe rack and pipe support detailed design. A final permitting and IFC drawing package was submitted for use by the client and the contractor.

Harris Group's extensive and varied structural engineering experience allowed us to work towards solutions.



The Boiler Number 2 is located at an operating sodium bicarbonate production facility.
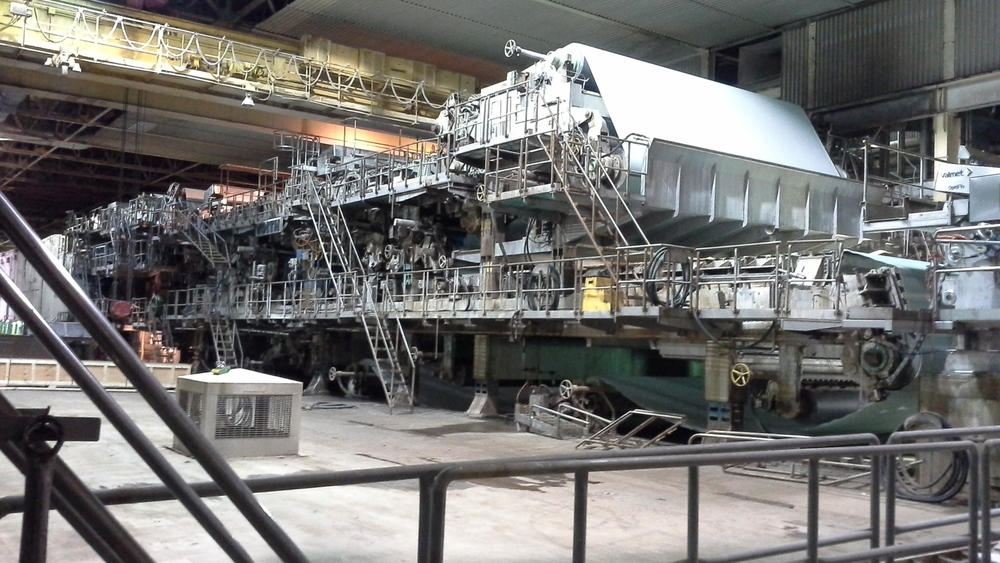
The project required the installation of a new previously delivered 2200 HP firetube boiler with economizer in parallel with one existing similar boiler while the facility remained fully operational. The existing boiler was fitted with an economizer to improve overall plant efficiency.
A new skid mounted deaerator with boiler feedwater pumps serves the two boilers replaces the existing deaerator skid that only feed the existing boiler. A new plate and shell heat exchanger run in parallel with the existing shell and tube heat exchanger reheats the return liquor using the steam generated by the boilers. A new condensate return skid with pumps received condensate from either heat exchanger or both.
A new metal frame building encloses the boilers, deaerator, and condensate return tank. Two smaller existing steam boilers were removed along with the old buildings once the new boiler became operational.